




透过炉温曲线图,看懂你手中模块的“含金量”
2026-06-08 09:39
分享到:

在评估一款无线通信模块的品质时,工程师们往往关注射频指标或加密算法。但决定这些性能能否在恶劣工况下长期稳定运行的,是隐藏在PCB板背后的“焊接工艺”。今天,我们不谈参数,我们通过炉温曲线图,了解无线模块的“含金量”。
RoHS环保标准下的高密度模块制造难点
要看懂模块的炉温曲线图,首先要从制造端的环保标准升级说起。
为什么高品质模块的炉温曲线更难控制?根本原因在于环保标准带来的工艺升级与高集成度设计的叠加。
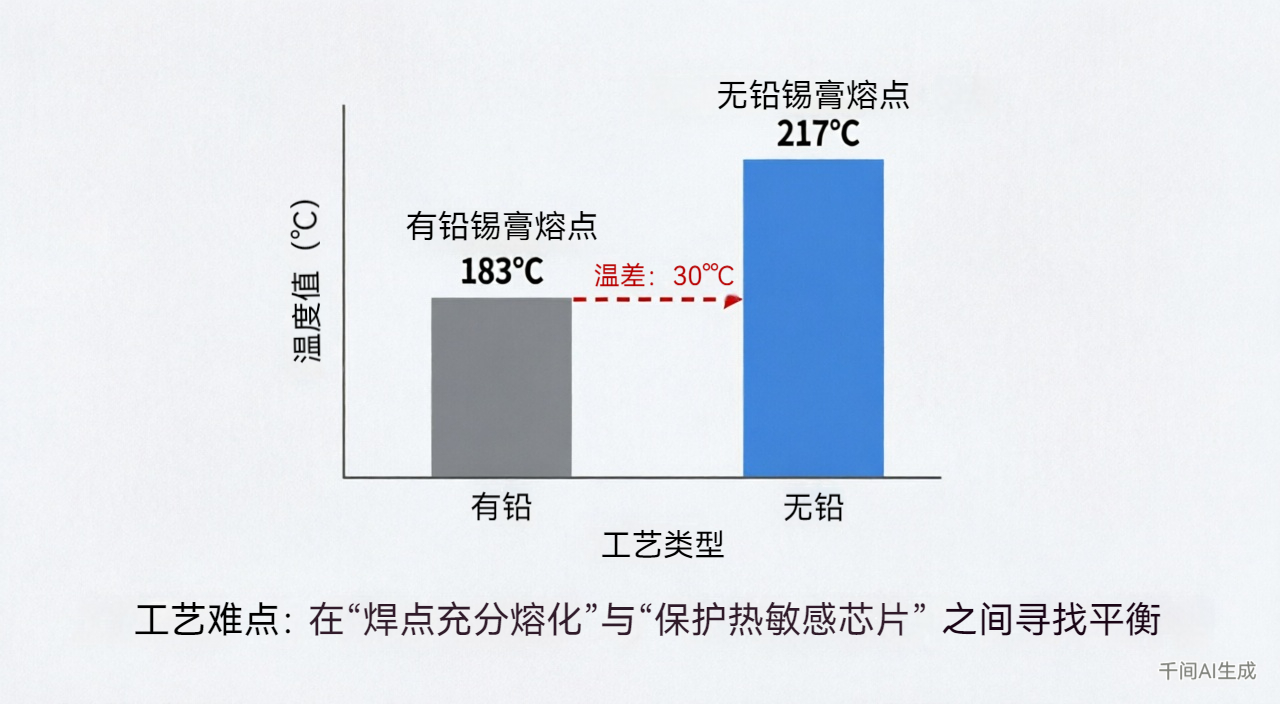
以思为无线一款 U/V双频2合1 对讲模块(DMR558)为例,为了符合欧盟 RoHS 与 REACH 环保标准,该模块在生产和测试中采用行业主流的 SAC 系无铅锡膏(如 SAC305,熔点约 217℃)。这直接导致了制造难度的呈指数级上升:
单天线双频的射频布局压力
- 在紧凑 PCB 空间内,仅用单天线同时兼容 U 段和 V 段射频链路。
- 高密度元器件与大面积覆铜承载 4W 高功率,增加热应力。
- 升温过快 → PCB 翘曲;升温不足 → 焊点虚焊。
熔透与保护的临界平衡
- 需确保大焊盘充分熔透,同时峰值温度 不得超过 260℃,保护 5 PPM 高精度 TCXO 晶振。
- 高熔点无铅焊料使“充分熔化”与“保护热敏元件”之间的安全窗口极度压缩。
熔点骤升,温度控制难度大
- 无锡熔点比有铅焊料高 约 34℃,制造工艺必须在短短几十度的温差内完成焊点熔透与热敏元件保护,实现“极限碰撞”。
回流焊炉温曲线的核心指标解析
|
项目 |
温度要求 |
时间 / 速率规范 |
|
Ts 段 |
150℃(Ts min) ~ 200℃(Ts max) |
停留 ts:60~120s |
|
TL 段 |
≥217℃ |
停留 tL:60~150s |
|
TP 峰值 |
峰值温度≤260℃,标准参考 255℃ |
峰值 tp(≥255℃区间):最少 30s |
|
升温速率 |
最高 **+3℃/s** |
从常温 25℃爬坡至峰值 |
|
降温速率 |
最高 **-6℃/s** |
峰值之后冷却阶段 |
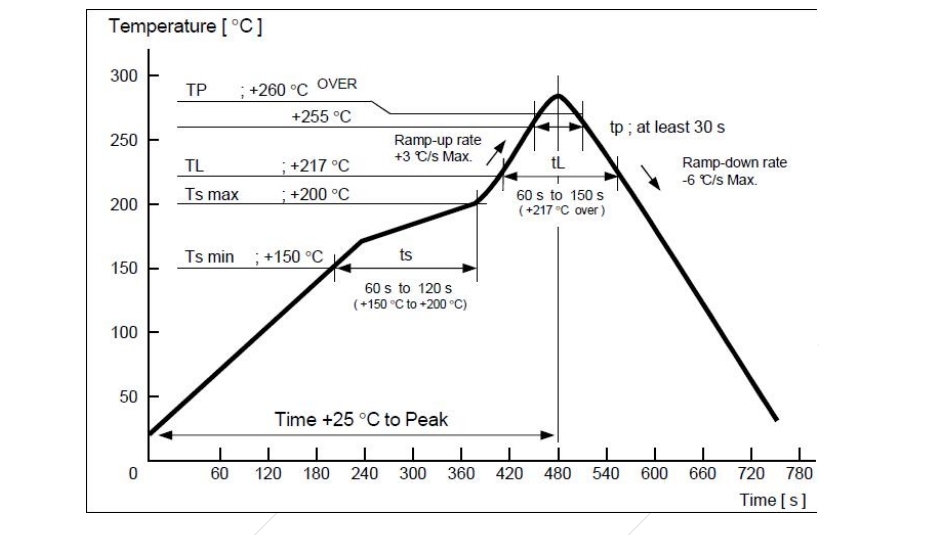
上图来自上述提到的对讲模块DMR558规格书中的实测炉温曲线,展示了高集成度模块在RoHS无铅标准下,跨越工艺窗口的完整过程:
关键工艺设计:
- 受控升温斜率(Ramp-up ≤ 3℃/s)
依据图示标准,升温速率控制在3℃/s 以内。这一受控的升温过程旨在平衡助焊剂活化与热冲击,避免过快的温升导致高密度组件产生热应力变形,同时确保厚铜板吸热均匀。 - 液相线停留(tL: 60~150s)
超过 217℃ 无铅熔点后,曲线在此区间停留足够时间,保证双频功放芯片底部散热焊盘完全熔透,形成低阻抗冶金结合。 - 克制峰值温度(TP < 260℃)
达到最高温后迅速且平稳回落,防止半导体器件热损伤和封装开裂。
从制造到应用:高功率模块的工艺与热管理基石
前文探讨的严苛无铅回流焊炉温曲线,其核心目的在于确保高密度焊点的完美冶金结合,从而为模块提供坚实的物理基础。然而,对于复合功能型模块而言,制造端的可靠性只是第一步,在实际终端应用中,高功能模块的散热管理同样是决定系统稳定性的关键。
还是以DMR558对讲模块为例,该模块发射功率为4W,集成了单天线U/V双频、0.5ppm工业级TCXO晶振以及AES256加密算法等特定功能。这些高功率射频输出与复杂的信号处理机制,对硬件底层的温度环境有着极高的要求。在实际应用中,射频功放(PA)与加密运算单元产生的热量若不能及时导出,极易引发频率漂移或接收灵敏度下降。因此,为确保模块核心性能的稳定输出,我司结合产品规格书,针对终端设备的散热设计提出以下建议:
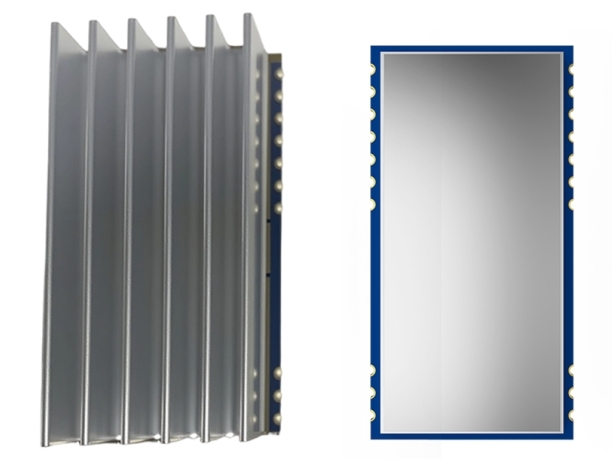
配置合适的散热器
针对高功率发射工况,建议为模块配置合适的散热器。以DMR558为例,我司
可提供专属的选配散热器,用户可根据实际终端设备的结构空间与散热需求进行搭配,以保障模块在持续工作下的热稳定性。
模块在搭载了我司选配散热器工作时的相关温升数据可参考下表:
(@测试温度:30℃ , 功率:5W , 频率:425MHz)
|
工作模式 |
散热器温度(℃) |
工作时间(分钟) |
|
数字模式 |
从30-63 |
3 |
|
模拟模式 |
从30-60 |
1 |
注意:如果用户没有另加散热器,那模块持续工作时间建议不超1分钟
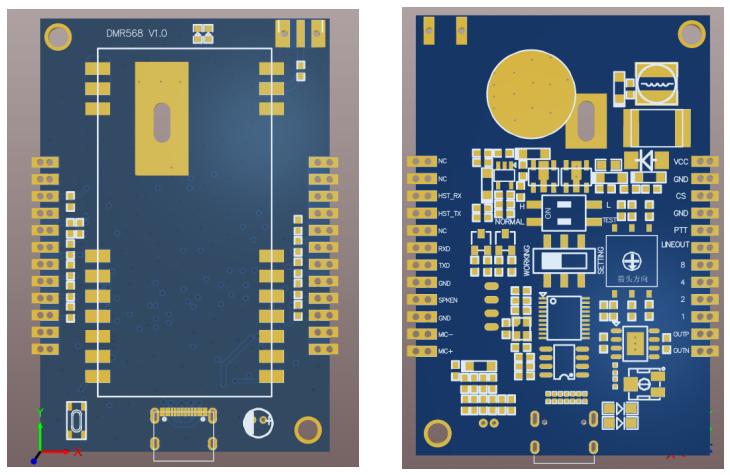
PCB封装与热传导设计
模块PCB封装采用焊盘开槽设计,可从PCB背面加锡,将热量更高效地传导至另一块PCB,再通过铜锭将热量导至外壳,形成完整的热传导路径。

0755-23080616 吴小姐: 15813701668 范先生:15813708988 林先生:15813708868 宋先生:19192162070

sales@nicerf.com

深圳市宝安四十三区鸿都商务大厦A栋三楼309-315
在线留言

0755-23080616 吴小姐: 15813701668 范先生:15813708988 林先生:15813708868 宋先生:19192162070

sales@nicerf.com

深圳市宝安四十三区鸿都商务大厦A栋三楼309-315
© 2026 深圳市思为无线科技有限公司 粤ICP备11103632号-1